QVC-serien pneumatisk vakuumtransportør
Arbeidsprinsipp
Vakuummater er en vakuummatingsmaskin ved å bruke pneumatisk vakuumpumpe som vakuumkilde.Med denne vakuummateren kan materialer transporteres direkte fra beholderen til blander, reaktor, silo, tablettmaskin, pakkemaskin, vibrasjonssikt, granulator, kapselfyllingsmaskin, våtgranulator, tørrgranulator og disintegrator.Å bruke denne materen kan lette arbeidernes arbeidsintensitet, sette en stopper for pulverforurensning og sikre at produksjonsprosessen oppfyller GMP-kravene.
Når "ON/OFF"-tasten trykkes, kommer komprimert luft inn i vakuumpumpen og utløpet av beholderen, drevet av pneumatisk sylinder, lukkes, vakuum etableres i beholderen.Vakuummateren vil danne en luftstrøm under vakuum.Ved hjelp av denne luftstrømmen føres materialet til vakuumbeholderen via en slange.Etter en tidsperiode (matingstid, justerbar) trykkluft er avbrutt, pneumatisk vakuumpumpe kunne ikke generere vakuum og utslippet av beholderen, drevet av pneumatisk sylinder, åpnes, vakuumet i vakuummateren forsvinner, og materialet blir automatisk slippes ut fra utslippet til mottaksmaskinen (som tablettpresse og pakkemaskin).I mellomtiden blåser den komprimerte luften som er lagret i lufttanken filteret i revers for å gjøre filteret renset automatisk.Etter en tidsperiode (utløpstid, justerbar) startes trykkluften på nytt, pneumatisk vakuumpumpe genererer vakuum, utløpet lukkes, vakuummateren mater materiale igjen, på denne måten jobber materen i sykluser for å gjøre materialet matet inn i mottaksmaskinen kontinuerlig.
For vakuummateren med materialnivåkontroll realiseres automatisk mating med trakten til materialmottaksmaskinen gjennom materialnivåkontroll.Når materialnivået er høyere enn en posisjon i beholderen til materialmottaksmaskinen, stopper vakuummateren matingen, men når materialnivået er lavere enn en posisjon i beholderen, begynner vakuummateren å mate automatisk.Og fôring på materialmottaksmaskinen er dermed fullført.
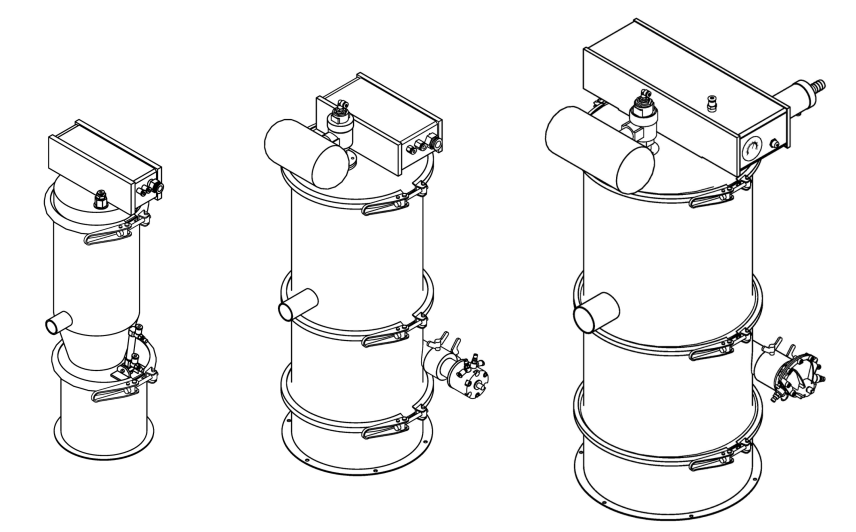
Teknisk spesifikasjon
| Modell | Fôringsvolum (kg/t) | Luftforbruk (L/min) | Trykk av tilført luft (Mpa) |
| QVC-1 | 350 | 180 | 0,5-0,6 |
| QVC-2 | 700 | 360 | 0,5-0,6 |
| QVC-3 | 1500 | 720 | 0,5-0,6 |
| QVC-4 | 3000 | 1440 | 0,5-0,6 |
| QVC-5 | 6000 | 2880 | 0,5-0,6 |
| QVC-6 | 9000 | 4320 | 0,5-0,6 |
①Trykkluft skal være oljefri og vannfri.
②Fôringskapasiteten er bestemt med en fôringsavstand på 3 meter.
③Fôringskapasiteten er svært forskjellig med forskjellige materialer.
Feilsøking og installasjon
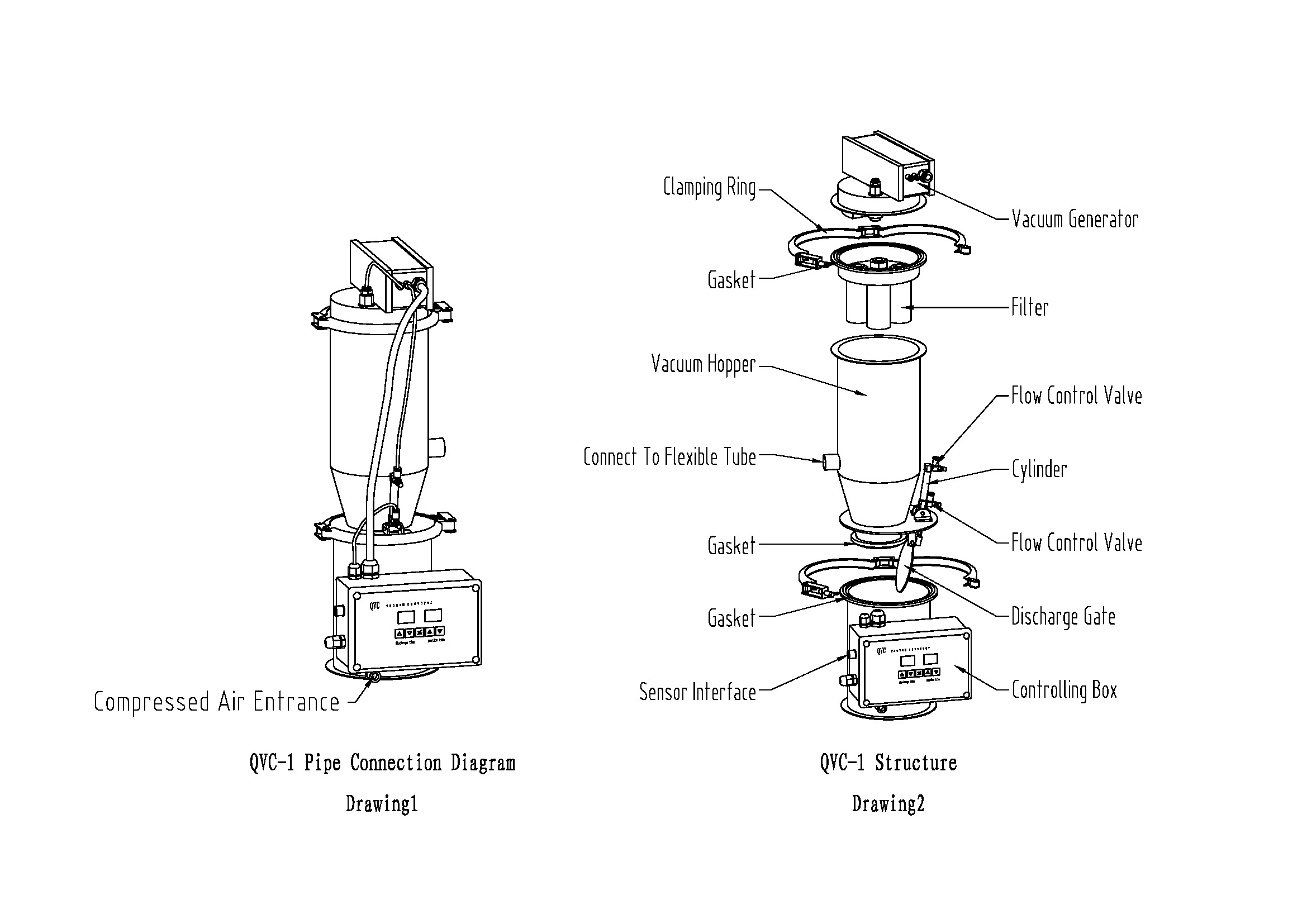
1. Fest vakuumbeholderen til beholderen til arkpressen eller pakkemaskinen (eller andre maskiner) med en ring.I tilfelle at vakuumbeholderen ikke kunne festes direkte på beholderen til materialmottaksmaskinen, kan det lages en støtte for å feste vakuumbeholderen.
2. Kontrollboksen henges på vakuumbeholderen når varene leveres, den kan henges på andre egnede steder i henhold til arbeidsforholdene.
3. Tilkobling av rør for trykkluft.
A. Valg av diameter på røret for inngangstrykkluft (refererer til maskininstallasjonsrommet):
Velg 1/2" rør for QVC-1,2,3;
Velg 3/4" rør for QVC-4, 5, 6;
Bruk φ10 PU-rør direkte for QVC-1 vakuummater.
B. Kuleventil eller filterdekompresjonsventil skal installeres der trykkluftrøret kommer inn i maskinens rom.
C. For QVC-1, 2 vakuummatere, koble utløpet til filterdekompresjonsventilen til innløpstilkoblingen til trykkluften på undersiden av kontrollboksen.Størrelsen på trykkluftrøret skal være den samme som innløpstilkoblingen til trykkluften på undersiden av kontrollboksen.
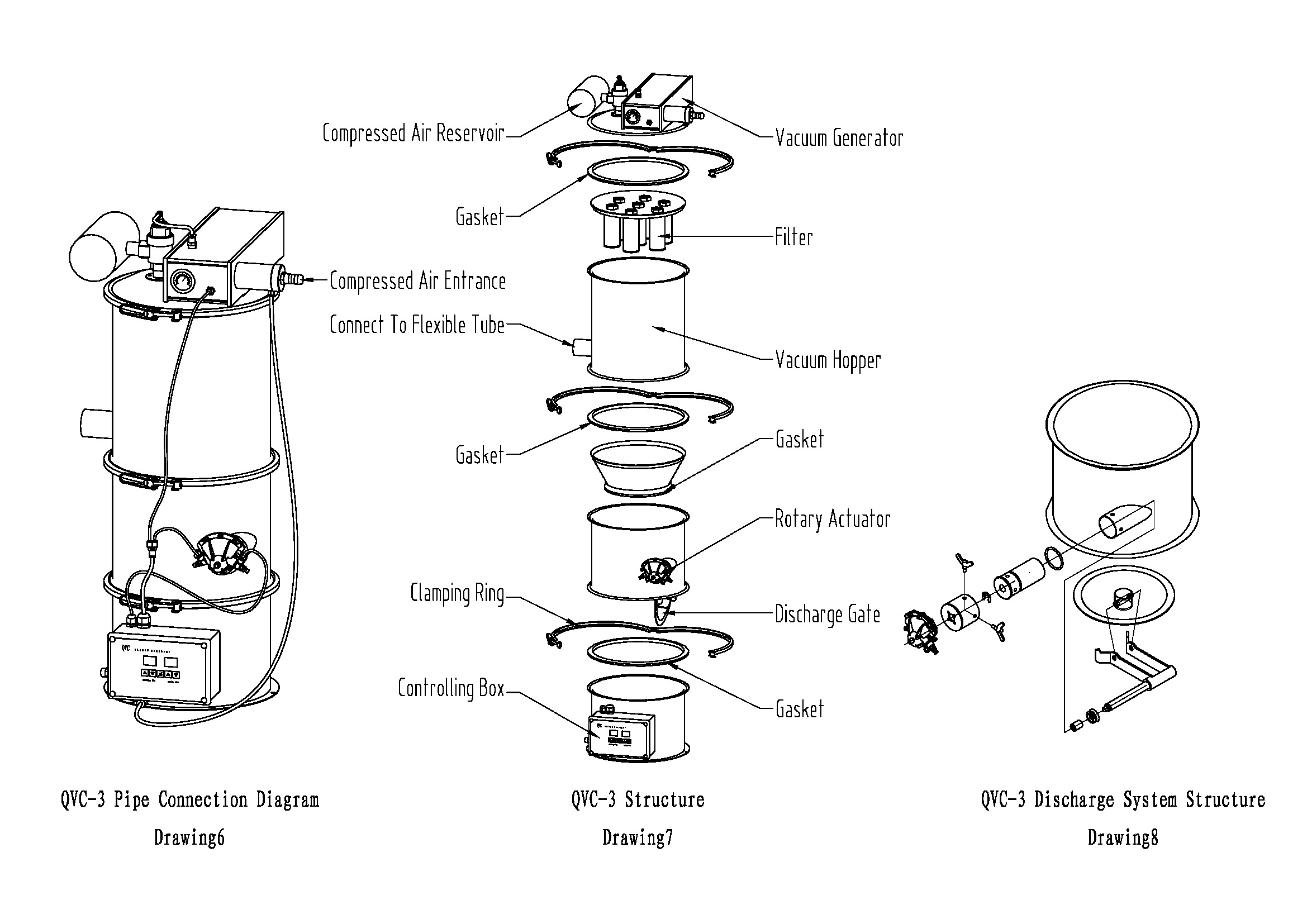
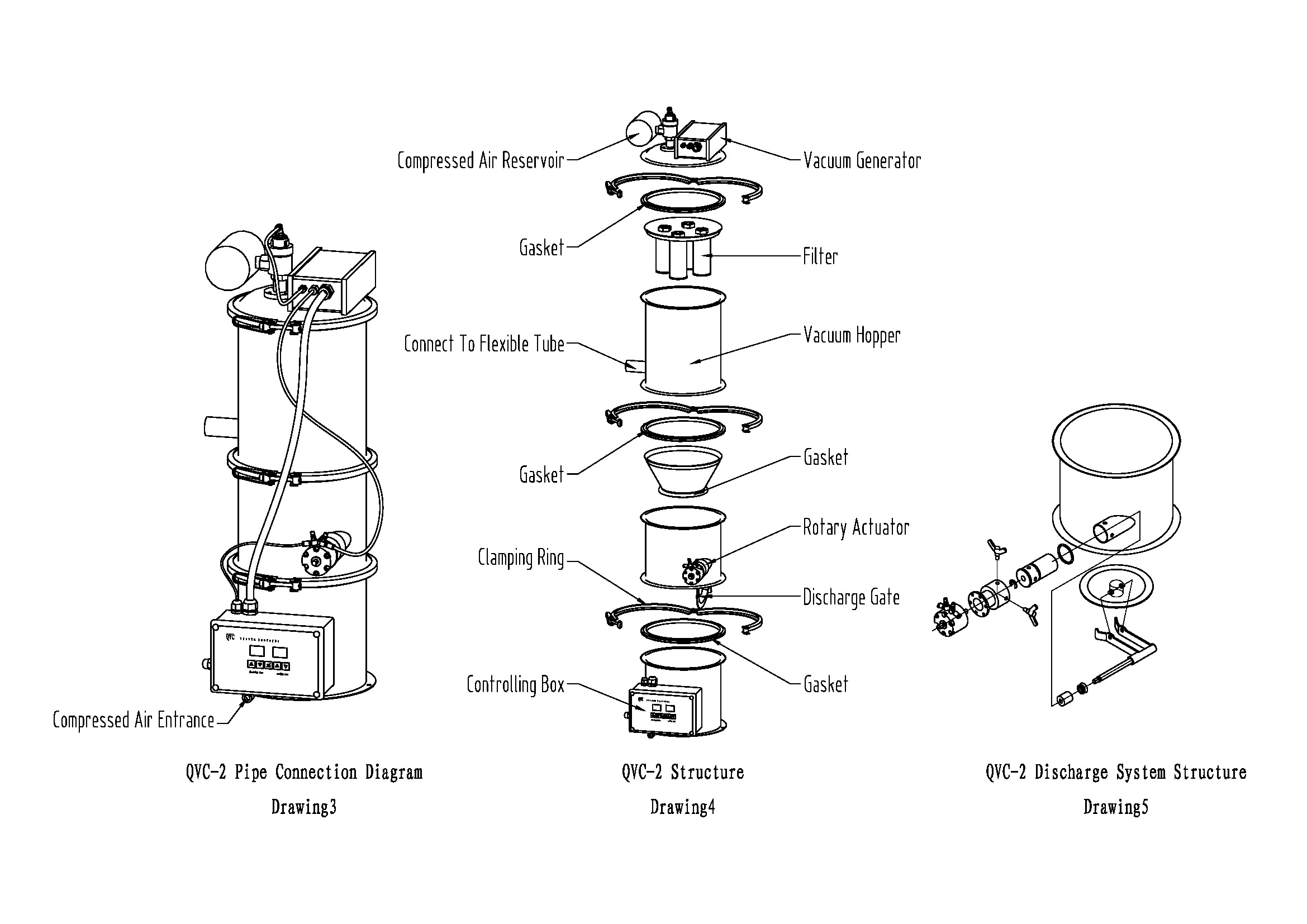
D. For QVC-3, 4, 5, 6 vakuummatere, koble utløpet til filterdekompresjonsventilen direkte til innløpstilkoblingen til vakuumgeneratoren.Størrelsen på trykkluftrøret skal være den samme som innløpstilkoblingen til trykkluften på vakuumgeneratoren.
E. Koble til trykkluftrøret mellom kontrollboks og vakuumgenerator i henhold til diagram 1 og 3.
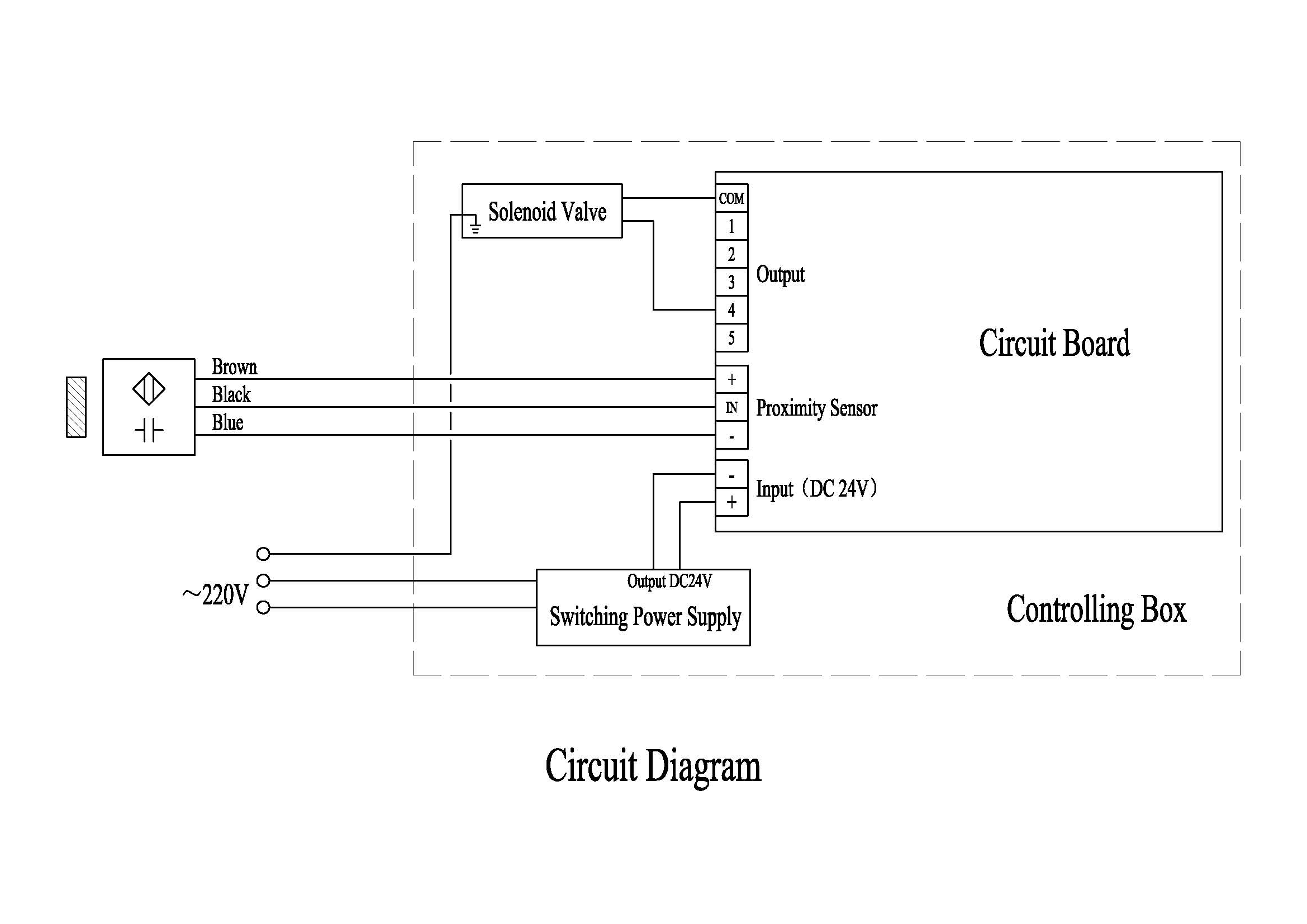
4. Plugg AC 220V-støpselet inn i stikkontakten, tidsvisningen på kontrollboksen er på nå, dette betyr at strøm er koblet til systemet.Merk at strømkabelen må være 3-linjet.Styreskapet må jordes pålitelig for å unngå at kontrollbrikken havner på grunn av forstyrrelser.Se elektrisk skjema for koblingsskjema for styreboks.
5. Trykk på tasten for å øke/redusere tiden.Still inn matetiden til 5–15 sekunder og still utmatingstiden til 6–12 sekunder.For pulvermaterialer bør fôringstiden settes kortere og tømmetiden settes lengre, mens for pelletsmaterialer bør fôringstiden være lengre og tømmetiden kortere.
6.Trykk på “ON/OFF”-tasten. komprimert luft mates til vakuumgeneratoren, vakuum produseres i vakuumbeholderen og mating er realisert.
7. På dette tidspunktet bør du være oppmerksom på trykket til trykkluften.Trykket på den tilførte luften bør være 0,5–0,6Mpa.Trykket til den tilførte luften refererer til trykket av trykkluft i systemet når vakuumgeneratoren fungerer, dvs. under mating.Det er måler på vakuumgeneratoren for QVC-3, 4, 5, 6 og avlesning på måleren skal betraktes som standard.Men for QVC-1, 2 er det ingen måler på vakuumgeneratoren, og måleren på filterdekompresjonsventilen bør betraktes som standard.I feilsøkingen bør du være spesielt oppmerksom på at trykket til tilført luft 0,5–0,6Mpa refererer til lufttrykket i systemet under fôring.Under tømming eller i standby skal trykket vist på måleren på filterdekompresjonsventilen være 0,7–0,8Mpa.Mange brukere, når de installerte matere, setter ofte filterdekompresjonsventilen på 0,6Mpa.Hvis vakuumgeneratoren begynner å fungere på dette tidspunktet, synker trykket i systemet plutselig til 0,4Mpa, noe som resulterer i mislykket mating eller kort matekapasitet.For langdistansemating eller større matekapasitet må lufttrykket i systemet nå 0,6Mpa.
Feilsøking
Mislykket fôring eller kort fôringskapasitet oppstår på materen sjekk materen i henhold til følgende prosedyre:
1.Hvis trykket til den tilførte luften når 0,5–0,6Mpa.Trykket til den tilførte luften refererer til lufttrykket i systemet når vakuumgeneratoren fungerer.
2.Hvis utslippet er lufttett.
A. Etter langvarig drift avsettes et visst tykt pulver på utslippet, noe som resulterer i slapp utslipp og vakuumlekkasje.Deretter bør utslipp renses.
B. Etter langvarig drift er pakningen på utløpet slitt bort, noe som resulterer i slapp utladning og vakuumlekkasje.Da bør pakningen skiftes.
C. Etter langvarig drift går noe galt med effektiviteten og slaglengden til den pneumatiske sylinderen.Da bør sylinderen skiftes.
3. Filteret er blokkert.Blås filteret med en trykkluftdyse både fremover og bakover.Hvis filteret er fremskyndet, er det opphevet blokkeringen.Hvis du føler at filteret er kvalt, er filteret blokkert og bør skiftes.Eller plasser det blokkerte filteret i ultralydrenseren i 30 minutter for rengjøring.
4. Materialets sugeslange er blokkert av store agglomerater.Dette skjer vanligvis ved innløpet til sugemunnstykket av rustfritt stål eller ved innløpet til vakuumbeholderen.
5. Klemringene er ikke festet mellom pumpehodet og trakten, mellom traktseksjonene, noe som resulterer i systemlekkasje og forårsaker mislykket mating eller redusert matekapasitet.
6. Omvendt blåsesystem går galt.Hver gang materen slipper ut materiale, blåser den komprimerte luften i lufttanken filteret i revers for å sikre at det er et tynt pulver på overflaten av filteret.Hvis det omvendte blåsesystemet går galt, blir tykkere pulver avsatt på overflaten av filteret, økt motstand gjør mating umulig på vakuummateren.I dette tilfellet bør det omvendte blåsesystemet skiftes ut.
Rengjøring
På apotek på grunn av forskjellige varianter og partinummer må vakuummatere ofte renses ut.Vi har fullt ut vurdert dette kravet til brukerne når vi designer de pneumatiske vakuummaterne.For rengjøring trenger brukeren bare å gjøre følgende:
1. Løsne agraffes for å ta av den pneumatiske vakuumpumpeenheten.Pneumatisk vakuumpumpe, lufttank og deksel er koblet sammen som en integrert enhet, som ikke trenger å rengjøres med vann.
2.Ta av filterenheten og blås ut pulveret på filterrøret med trykkluft.Vask deretter gjentatte ganger med varmt vann.Etter vask, blås opp det gjenværende vannet på veggen av filterrøret med trykkluft.Nå skal filterrøret være svært fremskyndet etter gjentatt blåsing.Hvis du føler at filteret er kvalt, betyr dette at det fortsatt er litt vann igjen i filterrørveggen.Og du må fortsette å blåse den opp med trykkluft, deretter la den avkjøles eller tørke den.
3. Løsne klemringene, ta av vakuumbeholderen og vask beholderen med vann.